
Установка и регулировка точности цыпленка вырезывания трубы лазера (2)
2021-06-18
Инструкции insallation установки составлены для регулировать и держать центр (ось вращения) 2 цыплят внутри необходимый ряд, так, что оборудование сможет соотвествовать обрабатывая потребителей. Мы надеемся что каждый изготовитель оборудования может работать строго согласно этой процедуре по установки. Мы также оцениваем клиента связывая с нами о деталях установки, так, что мы сможем сделать improcement во времени. Спасибо.
продукты 1.Fix 2 на worktable accoding к требованиям к дизайна. Как показано в диаграмме, левый цыпленок назван „основным цыпленком“ и право названо „цыпленком кабеля“.
2.Screw вниз с фиксируя винтов цыпленка кабеля. Как показано в диаграмме, полая оправка зажата когтем во фронте цыпленка кабеля (подготовьте дорн который слишком не тяжел заранее. Слишком тяжелый дорн может повлиять на последующие opeartions). Дорн будет 200-300mm длиной и имеет диаметр 30-50mm. Магнитное основание зафиксировано на машине (не на устанавливая таблице цыпленка кабеля), с указателем указывая на положение показанное в диаграмме. Поверните цыпленка кабеля вручную, измерьте и обеспечьте что runout близкого конца и дальнего конца дорна около 0,1. Если значение из определенного объема, то отрегулируйте положение correspinding когтя для того чтобы соотвествовать точности.
Примечание: Измерение может также быть проведено путем вводить длинный дорн размера соответствуя центровому отверстию цыпленка кабеля в центр цыпленка, и дорн будет 1000-2000mm длиной.
3.Measure шинопровод ipper и бортовой шинопровод дорна
Измерьте шинопровод ipper дорна (а именно центрального верхнего шинопровода дорна). Магнитное основание зафиксировано на машине (не на устанавливая таблице цыпленка кабеля), с указателем указывая на положение показанное в диаграмме. Двиньте всю устанавливая таблицу к левому и правый, измерению и неуверенному что верхнее значение шинопровода под 0.05mm. Верхнее значение шинопровода превышая необходимый объем может быть отрегулировано путем вводить листовую медь на 2 этапа на нижней устанавливая поверхности цыпленка.
Измерьте бортовой шинопровод дорна (а именно центрального бортового шинопровода дорна). Магнитное основание зафиксировано на машине (не на устанавливая таблице цыпленка кабеля), с указателем указывая на положение показанное в диаграмме, двигает всю устанавливая таблицу к левому и правый, измерению и обеспечить что бортовое значение шинопровода ниже 0.05mm. Бортовое значение шинопровода из объема может быть отрегулировано немножко поворачивать устанавливая основание цыпленка. После регулировки, проверка снова если точность шинопровода соотвествует. Если значение все еще из объема, то повторите регулировку до значения ошибки шинопровода ipper и бортовой шинопровод цыпленка кабеля под 0.05mm.
Примечание: Измерение может также быть проведено путем вводить длинный дорн размера соответствуя центровому отверстию цыпленка кабеля в центр цыпленка, и дорн будет 1000-2000mm длиной.
4.With центр цыпленка кабеля как отметка уровня (центр вращения цыпленка кабеля), измеряют verticality самолета ссылки на задней части основного цыпленка по отношению к центру вращения цыпленка кабеля.
Метод измерения и регулировки: магнитное основание зафиксировано на конечной грани цыпленка кабеля с pinter индикатора с круговой шкалой указывая на положение показанное в диаграмме (самолете ссылки основного цыпленка). Медленно поверните цыпленка кабеля для одного круга и ovserce чтение указателя indictor шкалы, разницы 4 пунктов внутри максимальный поперечный и вертикальный ряд измерило находится не позднее 0.05mm. Ошибка между 2 боковыми пунктами превышая необходимый объем, если сколько угодно, может быть отрегулирована путем inseting листовая медь на 2 этапа на нижней устанавливая поверхности цыпленка. Ошибка между 2 пунктами вертикали (вверх и вниз) превышая необходимый объем, если сколько угодно, может быть отрегулирована путем вводить листовую медь на 2 этапа на нижней устанавливая поверхности цыпленка. Повторите шаг несколько времен до значения ошибки witnin 0.05mm.
5.With центр цыпленка кабеля как отметка уровня (центр вращения цыпленка кабеля), измеряют coaxiality между центром вращения основного цыпленка и центр вращения цыпленка кабеля, этого центр 2 цыплят будет равной высоты.
Метод измерения и регулировки: магнитное основание зафиксировано на конечной грани цыпленка кабеля, с указателем indiactor шкалы указывая на положение показанное в диаграмме (внутренней стене основного отверстия в основном цыпленке). Медленно поверните цыпленка кабеля для одного круга и наблюдайте чтением pinter индикатора с круговой шкалой. Разница 4 пунктов внутри максимальный поперечный и вертикальный ряд измерила находится не позднее 0.05mm. Ошибка между 2 lteral пунктами превышая необходимый объем, если сколько угодно, может быть отрегулирована мимо немножко и поперечно двигающ устанавливая основание основного цыпленка. Ошибка между 2 пунктами вертикали (вверх и вниз) превышая необходимый объем, если any.may было отрегулировано мимо немножко и поперечно двигающ устанавливая основание основного цыпленка.
6.Measurement и регулировка цыпленка центризуя точность.
Отрегулируйте расстояние между 2 цыплятами между 500mm и 1000mm, и зажмите такой же дорн. Дорн будет 1500-2000mm длиной и имеет диаметр 30-50mm. Магнитное основание зафиксировано на машине, с указателем указывая на положение показанное в диаграмме (на наружном дорне около 30mm fo круга далеко от когтя). Поверните цыпленка и дорн. Индикатор с круговой шкалой соответственно измеряет runout дорна на положении около 30mm далеко от когтя и runout дорна около 0.1mm приемлем (вообще, зажимая точность когтя была отрегулирована перед доставкой цыпленка. Потребителям нужно отрегулировать точность когтя в случае подгонянного продукта, выдвинутого когтя или других особенных обстоятельств). Если клапан из определенного объема, то отрегулируйте posiotion соответствуя когтя для того чтобы соотвествовать точности.
7.Check общая точность.
Отрегулируйте расстояние между 2 цыплятами между 500mm и 1000mm, и зажмите такой же дорн. Магнитное основание зафиксировано на машине, с указателем указывая на posiotion показанное в диаграмме (на наружном круге дорна около 30mm далеко от главного когтя цыпленка). Двинет цыпленка кабеля взад и вперед, так, что расстояние между цыпленком кабеля и основным цыпленком is-100mm до 1000mm или так (цыпленка кабеля можно двинуть к центровому отверстию fo основной цыпленок). Разница в клапана указателя индикатора с круговой шкалой около 0.05mm приемлема. В этих же прочь, укажите указатель индикатора с круговой шкалой на наружный круг стороны дорна, и общая установка квалифицирована если значение индикатора индикатора с круговой шкалой около 0.05mm. Если разница в значения все еще из объема, то осторожно проверите детали вышеуказанных шагов и confrim если therre любое упущение или если деталь acccuracy из объема.
8.Please прочитало вышеуказанные шаги осторожно перед установкой отладки оборудование. Эта инструкция установки составлена основанный на установке и опыт отлаживать большинств изготовителей оборудования. Пожалуйста следовать инструкциями осторожно. Спасибо снова для выбора наших продуктов.
Взгляд больше
Установка и регулировка точности цыпленка вырезывания трубы лазера (1)
2021-06-17
Инструкции установки составлены для регулировать и держать центр (ось вращения) 2 цыплят с необходимым рядом, так, что оборудование сможет соотвествовать обрабатывая потребителей. Мы надеемся что каждое manufactutr оборудования может работать строго согласно этой процедуре по установки. Мы также оцениваем клиентов связывая с нами о деталях установки, так, что мы сможем сделать улучшение во времени.
продукты 1.Fix 2 на worktable согласно требованиям к дизайна. Как показано в диаграмме, левый цыпленок назван „питаясь цыпленком“ и правый цыпленок назван „основным цыпленком“.
2.Screw вниз с фиксируя винтов питаясь цыпленка и извлечь противопыльный кожух на питаясь цыпленке. Как показано в диаграмме, измерьте верхний шинопровод на главной вращающей части питаясь цыпленка. Магнитное основание зафиксировано на машине (не на устанавливая таблице питаясь цыпленка), с указателем указывая на положение показанное в диаграмме. Двиньте всю устанавливая таблицу к левому и правый, измерению и обеспечить что верхнее значение шинопровода под 0.05mm. Верхнее valie шинопровода превышая reuired объем может быть отрегулировано путем вводить листовую медь на 2 этапа на нижней устанавливая поверхности цыпленка.
3.Measure бортовой шинопровод на главной вращающей части питаясь цыпленка. Магнитное основание зафиксировано на машине (не на устанавливая таблице питаясь цыпленка), с указателем указывая на положение показанное в диаграмме. Двиньте всю устанавливая таблицу к левому и правый, измерению и обеспечить что бортовое значение шинопровода под 0.05mm. Если бортовое значение шинопровода из объема, то его можно отрегулировать к необходимому объему немножко поворачивать устанавливая основание основного цыпленка. После регулировки, проверка снова если точность шинопровода соотвествует в шагах показанных в para.2. Если значение все еще из объема, то повторите регулировку до значения ошибки верхнего шинопровода и бортовой шинопровод питаясь цыпленка под 0.05mm.
4.With центр питаясь цыпленка как отметка уровня (центр вращения питаясь цыпленка), измеряют verticality самолета ссылки на задней части основного цыпленка по отношению к центру вращения питаясь цыпленка.Метод измерения и регулировки: магнитное основание зафиксировано на конечной грани питаясь цыпленка, с указателем индикатора с круговой шкалой указывая на положение показанное в диаграмме (самолете ссылки основного цыпленка). Slowily поворачивает питаясь цыпленка для одного круга и наблюдает чтением указателя индикатора с круговой шкалой. Разница 4 пунктов внутри максимальный поперечный и вертикальный ряд измерила находится не позднее 0.05mm. Ошибка между 2 боковыми пунктами превышая необходимый объем, если сколько угодно, может быть отрегулирована путем вводить листовую медь на 2 этапа на нижней устанавливая поверхности цыпленка. Повторите шаг несколько времен до значения ошибки witin 0.05mm.
5.With центр питаясь цыпленка как отметка уровня (cneter вращения питаясь цыпленка), измеряют coaxiality между центром вращения основного цыпленка и центр питаясь цыпленка, т.е., центр вращения 2 цыплят будет равной высоты.Метод измерения и регулировки: магнитное основание зафиксировано на конечной грани питаясь цыпленка, с указателем индикатора с круговой шкалой указывая на положение показанное в диаграмме (внутренней стене основного отверстия в основном цыпленке). Slowily поворачивает питаясь цыпленка для одного круга и наблюдает чтением указателя индикатора с круговой шкалой. Разница 4 пунктов внутри максимальный поперечный и вертикальный ряд измерила находится не позднее 0.05mm. Ошибка между 2 боковыми пунктами превышая необходимый объем, если сколько угодно, может быть отрегулирована мимо немножко и поперечно двигающ устанавливая основание основного цыпленка. Ошибка между 2 пунктами вертикали (вверх и вниз) превышая необходимый объем, если сколько угодно, может быть отрегулирована путем вводить листовую медь на 4 этапа на нижней устанавливая поверхности цыпленка. Повторите шаг несколько времен до значения ошибки witin 0.05mm. После регулировки, проверка снова если точность соотвествует в шагах показанных в para.4. Если значение все еще из объема, то повторите регулировку до значения ошибки под 0.05mm.
6. Измерение и регулировка цыпленка центризуя точность.Отрегулируйте расстояние между 2 цыплятами между 500mm и 1000mm, и зажмите такой же дорн. Дорн будет 1500-2000mm длиной и имеет диаметр 30-50mm. Магнитное основание зафиксировано на машине, с указателем указывая на положение показанное в диаграмме (на наружном круге дорна около 30mm далеко от когтя). Поверните цыпленка и дорн. Индикатор dia соответственно измеряет runout дорна на положении около 30mm далеко от когтя и runout дорна около 0.1mm приемлем (в genral, зажимая точность когтя была отрегулирована перед доставкой цыпленка. Потребителям нужно отрегулировать точность когтя в случае подгонянного продукта или других особенных обстоятельств). Если значение из определенного объема, то отрегулируйте положение соответствуя когтя для того чтобы соотвествовать точности.
7.Check общая точность.Отрегулируйте расстояние между 2 цыплятами между 500mm и 1000mm, и зажмите такой же дорн. Магнитное основание зафиксировано на машине, с указателем указывая на положение показанное в диаграмме (на наружном круге дорна около 30mm далеко от mian когтя цыпленка). Двиньте питаясь цыпленка взад и вперед, так, что расстояние между питаясь цыпленком и основным цыпленком будет 100mm-1000mm или так (питаясь цыпленка можно двинуть к центровому отверстию основного цыпленка). Разница в значения указателя индикатора с круговой шкалой около 0.05mm приемлема. Таким же образом, укажите указатель индикатора с круговой шкалой на наружный круг стороны дорна, и общая установка квалифицирована если значение индикатора индикатора с круговой шкалой около 0.05mm. Если разница в значения все еще из объема, то осторожно проверите детали вышеуказанных шагов и подтвердите если любое упущение или если деталь точности из объема.
8.Please прочитало над шагами осторожно перед установкой и отлаживать оборудования. Это insruction установки составлено основанный на установке и опыт отлаживать большинств оборудования изготовляет. Пожалуйста следовать инструкциями осторожно.
Взгляд больше
Направления для пользы
2021-06-18
Использование и особенности:
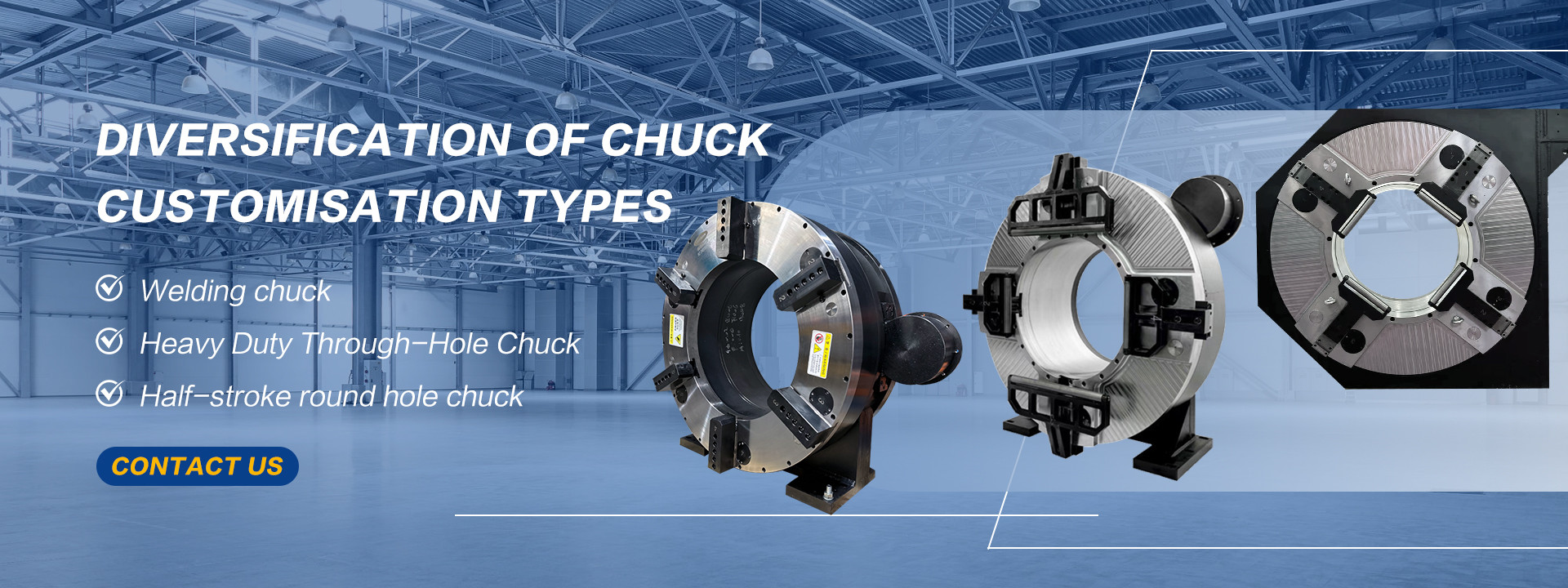
Развитие Bk и лазера серии SD режа держатель шпинделя 4-когтя двух-силы интегрировать особенности передн-установленного пневматического цыпленка произведенного нашей компанией и другими родственными пневматическими продуктами для улучшений на много времен. Оно имеет особенности как простая структура, удобная установка, сильная применимость, чистый и прочный, надежный зажимать, dirable точность, и etc, для того чтобы улучшить эффективность деятельности, уменьшить производительные расходы и уменьшить трудовую интенсивность работников для предприятия. Этот продукт соответствующий для зажимать различные штуцеры трубы для резцов трубы porfessional и машины трубк-плиты, и самые соответствующие для обработки вырезывания всех видов круглых трубок, трубок suqare, прямоугольных трубки и овальные трубки, как раз делая небольшое изменение когтей для того чтобы отрезать стальные трубки всех форм.
Используйте требования:
ежедневная работа 1.Before, оператор осторожно проверит ли исправлены сборочные винты когтя или не, и воздушное давление нормально или нет.Пожалуйста используйте чистый и стабилизированный обжатый воздух с воздушным давлением контролируемым в границах труб воздуха 0.4~0.9Mpa.The нося давление более большое чем 1.6Mpa будет выбрано для того чтобы соединиться с продуктами, и трубы воздуха останутся далеко от жары и открытого пламени, в противном случае они будут повлияны на и принести спрятанные тревоги к безопасной продукции.
2.During процесс пользы цыпленка, сползая поверхности и поверхности трением везде будет смазано и будет поддержано в строгом соответствии с намеками на каждый этап масла смазывая: примите регулярное масло заполняя в масляном баке FRL (линии щепок устойчивой) и проконтролируйте скорость потека масла.
3.When коготь или ролик цыпленка нужно быть отрегулированным, устанавливает место гайки на сползая блок, и делает прецизионную установку через регулировать болты до встречи используя requiremens, принять пробную установку струбцины после завершения регулировки, сползая блок может только включиться в работая государство после felxible действия.
4.Do не доработать цыпленка по желанию, по мере того как неправильное изменение могло повредить цыпленка и неспособный для того чтобы держать нормальную пользу.
долгие периоды 5.Druing не-пользы цыпленка, не выходят часть работы зажатый на ее, предотвратить деформацию которая может влиять на точность цыпленка.
очищая работа 6.Take на двигающих частях на 2-3 времени обслуживание недели и цыпленка раз каждые 60 дней, и проверить нося ситуацию компонентов, заменяет компоненты при необходимости.
внимание 7.Pay к напряжению тока катушки клапана соленоида пока соединяющся с электрической контрольной частью и соединиться с электропитанием соотвествующего voltge, во избежание повреждения электрических приборов.
Примечания:
найдены 1.While исполняя с транспортом продукта, хранением, установкой, регулировкой, обслуживанием, и правилами пользы, если проблемы, как продукты не могут работать нормально из-за проблемы качества изготовления, или повреждениями распаковывая должный к плохому нуждаясь качеству, то или приложения нет в соответствии с пакуя списком, или хранением и пропусканием запасных частей, и найденным etc.are, пожалуйста контактом с качественным отделом нашей компании не позднее один месяц от даты получать товары, и пожалуйста показывают тип продукта, mnumber спецификации и дату продукции при отправке информации.
продукты 2.The будут установлены и будут использованы под окружающей средой 0℃ к ℃ 40.
установка 3.The и польза продуктов строго исполнят с обеспечениями в insturctions, и если вы имеете любые вопросы или предложения улучшения, то пожалуйста сообщают качественный отдел нашей компании.
Требования к безопасной работы:
место хранения 1.The для провентилированного цыпленка примет эффективные водоустойчивые и влагостойкие измерения, и будет хорошо.
пакеты 2.The не будут штабелированы, и регулярно проверяют пакуя условие.
3.Enter в программу установки после осторожного чтения инструкций установки.
4.It запрещено для того чтобы отжать зажимать и отпуская кнопка во время хода цыпленка, добавляет экран в случае необходимости.
5.Please отключило силу и источник воздуха при установке и разбирающ цыпленка.
6.The поворачивают скорость цыпленка не превысят скорость определенного предела в используя процессе.
персонал 7.Non-professional не извлечет основные структурные части цыпленка без authorizetion.
открытое пламя 8.The, тепловой источник и другие объекты prohibitied для того чтобы быть близко к месту установки трубы воздуха.
Взгляд больше
Добро пожаловать к нашему вебсайту
2021-06-16
CO. технологии машинного оборудования Lingman (Changzhou), Ltd. предприятие фокусируя на НИОКР, продукции и продажах различных пневматических цыплят, электрических цыплят, гидравлических цыплят и других цыплят силы. С производственным оборудованием и новаторскими возможностями дизайна, оно может обеспечить потребителей с удовлетворительным обслуживанием. Мы можем также конструировать и произвести все виды механических инструментов, нештатного оборудования, особенных приспособлений силы и цыплят для автоматов для резки трубы лазера согласно различным потребностям пользователя. Компания основана на технологическом нововведении, общем соображении дела качества обслуживания первом, для того чтобы обеспечить каждого клиента с соответствующими продуктами, заботя обслуживания, непрерывные технические научные исследования и разработки, полная вставка управления качеством, непрерывного улучшения системы обслуживания, и смотрит вперед к выигрывать новый и старые клиенты благоволят к.
Взгляд больше
Лингман Технология Лазерный Чак - Циндао Выставка Завершается в Совершенстве
2024-06-30
На только что завершившейся Международной выставке машинных инструментов в Циндао в 2024 году ведущие компании из различных отраслей собрались вместе, чтобы продемонстрировать свои новейшие продукты, технологии и инновационные идеи.Выставка привлекла внимание многих профессиональных посетителей и СМИ, обеспечивая хорошую платформу для общения и сотрудничества экспонентов.Основные моментыИнновационная продуктовая демонстрацияКаждый экспонент представил множество передовых технологических достижений, включая интеллектуальное лазерное оборудование, автоматизированные производственные процессы и эффективные технологии производства.Эти инновационные продукты не только демонстрируют последние тенденции в отрасли, но и открывают новые возможности для будущего рынка.Промышленные форумыВ ходе выставки был организован ряд отраслевых форумов и семинаров, где были приглашены технологические потоки из различных областей, чтобы поделиться своими знаниями и опытом.Эти мероприятия способствовали сближению идей в отрасли и облегчали технический обмен и сотрудничество..Взаимодействие на местеМногие стенды были установлены с экспозициями продуктов и профессиональными объяснителями, где посетители могли испытать особенности и преимущества новых продуктов.Этот интерактивный формат не только привлекает больше посетителей, но также повышает знания и интерес клиентов к продуктам.Возможности сотрудничестваВыставка предоставила возможности для личного общения экспонентов и потенциальных клиентов и партнеров.Многие предприятия сообщили, что они достигли предварительных намерений сотрудничества во время выставки и с нетерпением ждут совместной работы в будущих проектах.Перспективы будущегоУспех выставки не только продемонстрировал инновационную способность отрасли, но и указал направление для будущего развития.промышленность столкнется с большими возможностями и проблемамиЭкспоненты заявили, что они будут продолжать обращать внимание на динамику рынка и посвящать себя разработке продуктов и инновациям для удовлетворения постоянно меняющихся потребностей потребителей.Мы с нетерпением ждем новых технологий и решений на следующей выставке и совместно будем содействовать развитию и прогрессу отрасли.
Переведено с помощью www.DeepL.com/Translator (бесплатная версия)
Взгляд больше